询价
产品参数
- 品牌: 湖北畅通管业股份有限公司
- 规格型号:



- 旺铺免费入驻
- 商城开通
- 一键申请小程序
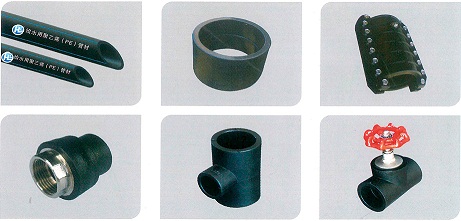
给水用聚乙烯 (PE) 管材管件
给水用聚乙烯 (PE) 管材是以高密度聚乙烯树脂或聚乙烯为主要原料,加入适量助剂改性,以独特的成型工艺挤出成型。 产品性能符合国际先进标准(欧洲标准)的要求。
执行标准:给水用聚乙烯 (PE) 管材、管件按国家标准制造。
PE 管材 ·热熔连接
热熔连接前、后,连接工具加热面上的污物应用洁净棉布擦净。
■ 热熔连接加热时间和加热温度应符合热熔连接规定。
■ 热熔连接保压、冷却时间,应符合保压冷却期间不得移动连接或在连接件 上施加任何外力。
热熔承插连接应符合下列规定:
(1)用割刀或剪刀将PE 管根据安装需要割断。
(2)在管材插入处标记号。
(3)将热熔器加温在230±10℃(国标管)、200±5℃(企标管)之内。
(4)同时熔融PE 管材管件然后承插(承插到位后待片刻松手,在加热、承插、 冷却过程中严禁扭动)。
(5)保持一定冷却时间松开,操作完毕。
(6)施工完毕,须经试压验收合格后,方可埋土投入使用。 热熔对接连接应符合下列规定:
(1)将需要安装连接的两根PE 管材同时放在热熔器夹具上(夹具可根据所要 安装的管径大小换夹瓦),每根管材另一段用管支架托起至同一水平面。
(2)用电动铣刀分别将管材端面切平整,确保两管材接触面能充分吻合。
(3)将电加热板升温至230±10℃(国标管)、200±5℃(企标管),放置 两管材端面中间,操作电动液压装置使用两端面同时完全与电热板接触
加热。
(4)抽掉加热板,再次操作液压装置,使已熔融的两管材充分对接并锁定液 压装置(防止反弹)。
(5)保持一定冷却时间松开,操作完毕。
(6)施工完毕,须经试压验收合格后,方可埋土投入使用。
PE 管材 ·焊接参数
公称壁厚 ( mm】 | |||||
第一步:预热 | 第二步:熔融 | 第三步:切换 | 第四步:对接 | 第五步:冷却 | |
预热压力:0.15MPa 预热温度:230±10℃国标管 200±5℃企标管 预热卷边高度h(mm) | 熔融压力:0.02MPa 预热温度:230±10℃国标管 200±5℃企标管 加热时间(秒) | 允许最大切换时间 (秒) | 允许焊接压力 0.15MPa 增压时间(秒) | 允许焊接压力 0.15MPa 冷却时间(分) | |
<4.5 | 0.5 | 45 | 5 | 5 | 6 |
4.5~7 | 1.0 | 45~70 | 5~6 | 5~6 | 6~10 |
7~12 | 1.5 | 70~120 | 6~8 | 6~8 | 10~16 |
12~19 | 2.0 | 120~190 | 8~10 | 8~11 | 16~24 |
19~26 | 2.5 | 190~260 | 10~12 | 11~14 | 24~32 |
26~37 | 3.0 | 260~370 | 12~16 | 14~19 | 32~45 |
37~50 | 3.5 | 370~500 | 16~20 | 19~25 | 45~60 |
50~70 | 4.0 | 500~700 | 20~25 | 25~35 | 60~80 |
生意宝温馨提示:
- 以上产品的标题、价格、详情等信息内容均来自于湖北畅通管业股份有限公司,其真实性、准确性和合法性均由湖北畅通管业股份有限公司负责;
- 如该产品有任何问题,请联系生意宝进行删除,生意宝会积极配合;
- 在贸易过程中请注意谨慎核实。
- 品牌 湖北畅通管业股份有限公司
- 规格型号
- 行业分类 橡塑/塑料管/PE管
- 产品类别
- 生产商 湖北畅通管业股份有限公司
- 产地 中国湖北省孝感市
- 库存
旺铺免费入驻
生意宝平台,为企业提供旺铺免费入驻
商城服务
认证好相关企业信息,即可开设商城交易
一键申请小程序
商城开设后,可一站式申请制作发布小程序